
A White Paper
The basic information necessary to select an appropriate lift for an application includes all of the topics listed below:
- Capacity
- Nature of the load
- Means of loading and unloading
- Edge loading
- Derating oversize platforms
- Side Loading
- Increasing side load capacity
- Rolling axle loads
- Sliding loads
- Placed or stacked loads
- Travel and lowered height
- Platform size
- Speed requirements
- Power and Duty cycle requirements
- Special features and accessories
See bonus section- How to configure your own DW – DL – DH units
The following discussions will be used to clarify the meanings of these topics, point out special considerations to be aware of, and provide us with a common vocabulary.
Capacity: The capacity of a unit is the total weight being placed on a unit and consists of the total live load + the total dead load as described below:
Live load weight and description: Live loads are the items that will be placed on the unit and removed from the unit. It is important to know the maximum weight. It should also be noted if the load will be unbalanced due to a lopsided or irregular configuration or a loading operation that can cause temporary uneven loads.
Dead load weight and description: The dead load is the weight that is applied to the unit on a permanent basis such as conveyor, weight scales, or fixtures. A good description including how the dead weight will be supported by the platform and attached to the platform is necessary so that our engineers can determine if the structure of our standard platform can satisfactorily support the incurred loads without deflection or twisting. Any unbalanced loads such as offset conveyor drive motors must be mentioned so that the center of gravity for fully loaded and minimally loaded configurations can be determined.
Nature Of The Load: This requires a good description of what the load consists of, the weights of the load components, the center of gravity of the load, if it is not centered on the load, and the physical dimensions of the load.
Our concern here is that off centered loads can reduce lift life dramatically if not properly handled. They can put more severe demands on a structure than the simple lifting effort. In all cases, we assume the worst loading to be encountered with the lift in motion will be no more than half of the load on half of the platform. The critical information in these cases is where the center of gravity of the load will be in relation to the center of the platform (center of the supporting leg structure as described by the minimum platform size) when the unit is put in motion. Ideally, we like to see the center of gravity of a load in the center of the platform.
Fork truck counterbalance weights and oil filled transformers are just two examples of loads that present severe off center loads when their foot prints are nicely centered on platforms. Off center loads due to loading or unloading operations while the lift is stationary is discussed as a separate topic below.
There are many ways to handle off centered loads satisfactorily, provided that the requirements are understood by our engineers early in the selection and design process.
Means Of Loading And Unloading: How loads are transitioned onto and off of the lifts can be the critical factor in choosing an appropriate lift design. These movements determine the “edge loading” and/or “impact” that the structure must sustain and they may contribute to off centered load conditions during the lifting cycle. The most common ways in which loads are transitioned on and off lifts are as follows:
- Rolled on/ Rolled off – with a wheeled vehicle or cart
- Slid on/ Slid off – as in sheet feeding operations or conveyor operations
- Placed on/ Picked off – as in stacking operations or crane loading
Before we talk about these specific applications we need to discuss unit capacity ratings.
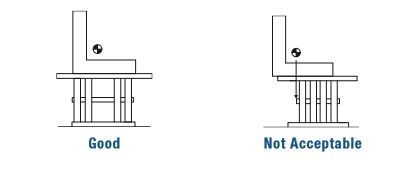
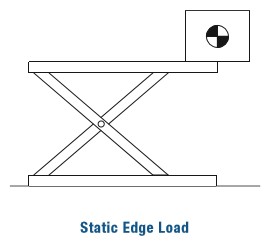 General Discussion: “Edge loading” capacities of lifts are generally stated in this catalog as a “static” capacity. This is equivalent to a uniform stiff load teetering on the edge of a minimum size platform edge with no allowance for any impact. This is illustrated below:
General Discussion: “Edge loading” capacities of lifts are generally stated in this catalog as a “static” capacity. This is equivalent to a uniform stiff load teetering on the edge of a minimum size platform edge with no allowance for any impact. This is illustrated below:
In real life this condition rarely exists and the “static” rating in the catalog must be modified with an appropriate multiplier for the various types of “dynamic” or moving loads that will actually be encountered.
Edge Loading: What matters most with edge loading is what loads will pass over the edge of the lift in anything other than the fully lowered position. In the fully lowered position the baseframe, cylinders and leg assembly are fully supported and only the overhang of larger than minimum tops are subject to any bending forces. Therefore, a maximum capacity load may pass over the edge of a minimum size platform of a fully lowered lift and we would have no concerns about the edge loading of the lift. If the platform were larger then minimum, then our engineers would have to ensure that proper supports were placed under the platform to prevent any potential deflecting or bending.
Derating For Oversize Platforms: The “static” edge load capacity of over sized platforms must be derated because the oversize platform overhang acts as a lever, increasing the forces incurred by the supporting leg assemblies for any given weight. Edge loading capacities are derated by the rule of thumb of 2% per inch for every inch that a platform is wider than minimum width and for every inch that it is longer than minimum length. For example, a P-2536 has a minimum platform size of 24″ X 48″. If it were equipped with a 48″ X 54″ platform, the unit would have the side edge load capacity reduced by (48″ – 24″) X 2% = 48%. The end of platform capacity rating would be reduced by (54″- 48″) X 2% = 12%. There are many variables that go into the actual edge load capacities, but the 2% rule of thumb is a good general rule to use.
Side Loading: Most scissor lift designs have much greater strength over the ends of the lifts than they have over the sides of the lifts. For this reason, we prefer to see loads travel over the ends of lifts, parallel to the lift legs, rather than over the sides when the lifts are anything but fully closed.
Increasing Side Load Capacity: We have developed EW (extra wide) models and VW (very wide) models for many series of lifts. The wider units are built with wider stance leg assemblies which means that for a given platform size the side edge loading does not have to be reduced as much as their narrower brother. In the P-2536 example given above, we could chose the PVW-2036 lift model which has a minimum platform size (and leg structure) of 48″ X 48″. If this model were equipped with a 48″ X 54″ platform, the side edge loading would not have to be reduced at all because the minimum width on that model is the same as the chosen platform, so the derating calculation would be (48″– 48″) X 2% =0%. The end load rating would still have to be reduced by 12%, but not having to reduce the side edge load rating by using the wider leg set can be a real advantage in some applications. The EW (extra wide) and VW (very wide options) are available on many lift series including P’s, HD’s, MSL’s and AT’s. Usually the EW’s are 12″ wider and VW’s are 24″ wider than standard minimum width platforms. The maximum platform widths on these units are also proportionately wider. Check the exact models to be sure of the sizes.
Rolling Axle Loads:
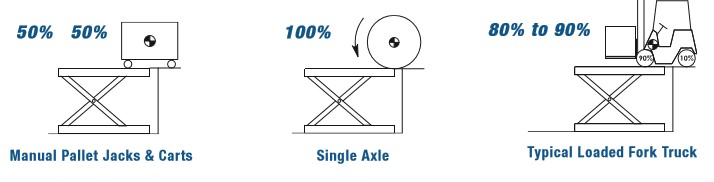
Axle loads may be expressed in static edge load terms by simply adding 50% for impact and dynamic forces. For example, a two axle cart loaded to a 2,000# total weight would have a 1,000# axle load. To calculate the static load equivalent, we would simply add 50%, so we would have a 1,500# static load. If we were rolling a 2,000# coil of steel or paper over an edge, we would have a 2,000# axle load that would be equivalent to a 3,000# static load. If the static load rating of the lift/platform configuration you have chosen does not meet the calculated requirement, you must choose a stronger or larger lift that does.
There are two (2) cautions in these simple axle load conversions. First, fully loaded fork trucks can have 80% to 90% of their total weight on their front axle, not the 50% that is used on other two axle vehicles, therefore appropriate allowances must be made. Secondly, very short carts rolling onto platforms with long overhangs can present situations where the entire cart is on the overhang. In these situations, please give the distance between axles to our sales people so that they can check with our engineers about what can be done to accommodate the load. Typically, units with longer leg sets must be chosen so that the center of gravity of the entire cart will be within the leg set outline before the second axle reaches the platform.
Sliding Loads:
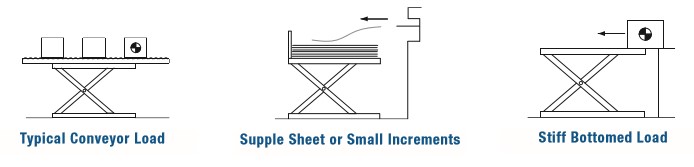
The loading that requires the most judgement is the sliding load. When a load is sliding onto a conveyor, there is less of an impact factor on the lift than a rolling axle would apply and the end conveyor roller (and platform edge) would never see the entire weight of the load because of deflection within the lift mechanism. In the case of supple incremental loads such as sliding sheets of paper onto a unit, the edge loading and impact are trivial and not a factor in selecting a lift. In the case of an ingot of lead being slid onto a platform, impact and edge loading requirements may be the deciding factor in lift selection. Therefore when considering the entire range of applications, judgements must be made about all of the following factors:
- Friction and impact: Conveyor virtually eliminates friction for items being loaded onto a lift. Steel items sliding on steel platforms usually have a coefficient of friction of approximately 30%. Rubber based items can have extremely high coefficients of friction. Since sliding forces are more horizontal than vertical, they usually can be ignored except for extreme situations. Impact becomes a factor when loads are traveling at high speeds. If either of these factors is of concern to you, please allow our engineers to make the value judgements.
- Horizontal impact against stops: Many conveyor applications require stops be added to our lifts either by us or by our customers. The horizontal force imparted by the stop must be parallel to the leg members and shock absorbers should be considered. Horizontal impact forces must not impact the unit perpendicular to the leg members or there will be structural damage. When you consult with the factory, be sure you have the weight of the moving object and the speed of movement.
- Incremental layers: Each load increment must be considered as a percentage of both the total lifting capacity and the edge load rating. Small percentages are no factor and large percentages may dictate choosing units with higher edge load ratings. If the incremental layer being moved onto a raised lift is large, then consideration of items 4 through 6 below become more important.
- Footprint of the load increments relative to the overall platform size: If the foot print of the increments match the platform size, then the load will probably come onto the unit in a gradual manner and edge loading will be fairly negligible. If the foot print is relatively small, estimates of the edge loading that will be produced become important, as do items 5 & 6 below.
- Footprint of the load increments relative to the minimum platform size (supporting leg outline): If the proposed lift will be equipped with a minimum platform size, then the load will always transition onto satisfactory leg support. If there is a large oversized top, it is necessary that the load have more than 50% of its footprint and weight over the supporting leg outline when it is no longer supported by the adjacent surface.
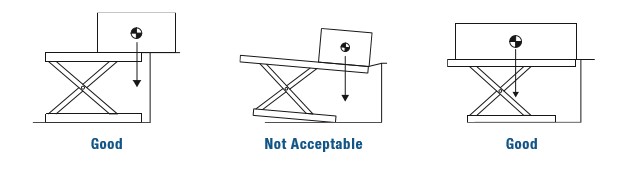
6. Location of center of gravity of the load increments relative to the minimum platform size (supporting leg outline): When items are not uniform in shape or weight, we must be careful that the center of gravity of the load is always within the supporting leg outline, (minimum size platform outline) when the load is no longer supported by the adjacent surface.
Placed Or Stacked Loads:
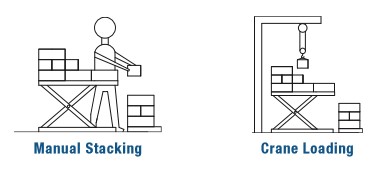
Some loading produces no edge loading requirements. Manually stacking layers of boxes would be a good example. This type of operation imposes negligible impact and no edge loading.
Vertical loading with a crane or other overhead device is a good example of no edge loading, but the possibility of very high impact to the lift. With a maximum capacity load, a lowering speed of 17 ft. per minute (fpm) will produce acceptable impact loads on opened lifts. Speeds in excess of 17 fpm may create damage to cylinder packings, hoses or structural members. Most industrial cranes are limited to speeds of 17 fpm or less, but applications with vacuum assist lifts, vertical conveyors or free fall applications, may produce destructive impacts. Obviously, the slower the rate of vertical impact the better.
Travel And Lowered Height: Travel refers to the vertical movement of the unit. It should not be confused with raised height, which is the sum of the lowered height and travel. The only time the travel is the same as the height above ground is when a unit is recessed into a pit. The vertical travel of a unit can never be increased, but it can be decreased or limited with limit switches or mechanical stops. Units with excess travel are chosen for some applications, so that longer platforms can be made available.
Published lowered heights can never be reduced, but they can be increased by either blocking units open or building up beneath the base frames.
Platform Size: The platform sizes must fall within the maximum and minimum sizes shown in the catalog. Note that if something is affixed to our platform like a conveyor or other device, it must also fall within the maximum size constraints listed for our platform as the attached device in fact becomes the platform.
Speed Requirements: Usually the standard speed offered with each lift model is satisfactory for most applications, but occasionally faster speeds are required. The formula for horsepower is work (force X distance) divided by (550 X time). Therefore, the shorter the amount of time to do the work, the more horsepower that will be required. In the case of units with internal power units, any increment in horsepower size will require moving the power unit externally because the larger motors will no longer fit within the structure. As horsepower goes up in size and cost, so do the electrical controls, hydraulic pumps and valves. Costs often rise quickly.
To combat these steep price increases, some customers have suggested that their applications only require that the lift only go up fast “empty” and come down slowly with a load. It should be understood that from a safety aspect, we will not produce a unit that can not lift its maximum loaded capacity, in case someone gets a body part caught within the lift.
Speed cautions begin at speeds of 15 fpm (ft. per min.) to 24 fpm. At these speeds enough energy is built up so that damage can occur to the units over time unless something is done to decelerate the units at the limits of travel. The worst conditions are going up empty and down fully loaded. In this speed range, depending on the actual application, we can do simple things like adding shock absorbers at the bottom of travel, providing adjustable flow controls or simply adding limit switches at the limits of travel. Good descriptions of travel increments and load increments will provide the necessary information to determine what, if any, precautions should be taken.
Speeds greater than 24 fpm will definitely require a more sophisticated deceleration system. Speeds of 100 fpm can be provided, but position sensing and special hydraulics are mandatory to preserve lift life. Very high speeds can triple or quintuple the cost of a lift.
Power And Duty Cycle Requirements: The actual power available at the intended location of the equipment should be confirmed at the beginning of the selection process. Some units will not operate at catalog speeds on single phase currents. On air applications, PSI and CFM availability at the equipment site must also be confirmed.
When considering the duty requirements of the lift, it is necessary to think in terms of two (2) systems, the lift mechanism and the power unit. It is necessary to know whether the lift application requires full stroke movement “up” or “down”, or will there be a series of incremental “jogs” in one of the directions. Specifically, we need the time intervals between operations and the direction and size of movement in each operational increment. Finally, the total number of cycles per hour, day and year should be calculated.
Applications with many short jogs in quick intervals may require the need of a special power unit. If the jogs are in a downward direction, the standard lowering solenoids are of a continuous duty type and nothing needs to be done. However, if the increments are in the “up” direction, the standard motor would not take the frequent motor starts without overheating. Therefore, the options to consider are going to an air operated unit, air over water unit, or a continuous running power unit. (See the power unit options for the specific table model that you are considering.)
Applications without frequent jogging are usually easier on the power units, but check the operational sequence against the rule of thumb of eleven (11) seconds off for every one (1) second on with full loads. Keep in mind that most applications seldom see full loads. If overheating is an issue, consider a continuous running power unit or check with the factory for other power unit options.
Once the total number of cycles per year are calculated, that number can be compared to the “warranty life” and “expected life” as explained in the warranty section of this booklet. Note that there is a large difference in the warranty life of a standard unit and an ultra high cycle unit, just as there is a large difference in price. If the application that you are considering falls somewhere in between, contact us to see if a modified standard unit can be designed to better fit the application and the budget.
Special Features & Accessories: These items are generally divided into two categories, standard options which are included in the catalog and price lists and those unusual items that must be priced by the factory.
Items that require factory consultation include:
- Special environments such as freezers, proximity to high heat, or damp locations
- Hazardous environments such as explosion proof for dust or for vapor (Note: We can supply explosion proof components, but the installing electrician is the only one who can guaranty c compliance to local electrical codes for explosion proof.)
- Special finishes such as stainless steel, polyurethane paints, epoxy paints
- High cycle requirements that fall between our standard units and our ultra high cycle units
- Any requirements that do not fit within any of our standard groups of equipment
- AC or DC self propelled units
- Bellows and roller shades
Items shown in our catalog and price lists: (see accessory sections)
- Power units that are deluxe, continuous duty or continuous running
- Push buttons, footswitches, and other control options
- Oversize platforms and platforms with bevel toe guards
- Portability options such as wheel and dolly sets and casters